

产品详情
展品主要参数:钻孔直径范围15mm到60mm 钻削深度2D、3D、4D、5D 展品特点: 1.经济型产品结构设计,断屑优异 2.实现内外刃互换,减少库存种类,减低管理成本 3.钻削专用新产品开发,提高耐磨性,延长刀具使用寿命
公司简介
邦普切削刀具(广东)有限公司是由成都邦普切削刀具股份有限公司百分之百控股的子公司,子公司主要是以方案型技术服务为主,立足于华南片区为客户提供成套的加工解决方案。主营产品为可转位硬质合金车刀、铣刀、切断切槽、孔加工等刀具刀粒,产品已批量出口欧美、东南亚、中东等地区,在诸多场景已经实现了进口产品的替代。
为您推荐

能源行业专用刀片
- 金属切削机床
- 其他
一、产品牌号及槽型简介 (1)牌号 BP6315:通用钢件高速连续加工专用材料;基材具有出色的抗热裂和抗塑变能力,可提供较高的耐崩刃性能;涂层为TiN+TiCN+Al2O3+TiN。 BP6325:适用于钢件的半精到粗加工,是用于断续加工的专用材料;基材韧性更好,与耐热的TiN+TiCN+Al2O3涂层相结合,可进一步提高抗崩性和稳定性。 (2)槽型 RM:不锈钢重型加工专用设计;大倾角排屑槽设计,排屑更流畅;排屑良好 RH:不锈钢、钢通用加工专用设计;用于造船业和风力发电业等重型加工;稳定的切削和良好的刀具寿命 RS:钢件重载高进给粗加工专用设计;高强度刃部设计,增强刀片耐磨性,减小振动;适用于大型卧式或立式机床加工轴、轧辊、转子等 二、特点 重载车削也叫重型车削,是指切削速度Vc>38m/min,背吃刀量Ap>8mm,进给量Fn>0.6mm/r的车削。目前在我国,由于工艺能力局限,重载车削尤其是毛坯的粗加工,工件加工余量大且材质不均匀,毛坯表面状态复杂,有裂纹、氧化皮、夹砂、气孔及补焊点等多种缺陷状况。因此在选择刀具时,除了要选择较高强度、高韧性的刀杆外,还需重点考虑以下3个方面: (1)刀片材料的选择 由于重载车削的特殊性,刀片材料的选择须具备强度高、耐磨损、抗冲击、韧性好等特点。邦普全新升级的BP6325和BP6315牌号,采用全新的基材以及CVD(MTCVD)复合涂层工艺,使刀片在高温下能保持较高的耐塑变性,进而提高使用寿命。 (2)刀片几何角度的选择 由于重载粗加工阶段的工况比较恶劣,比如材料锻造后的氧化皮、裂纹、铲坑,铸造后的夹杂、气孔等缺陷,导致刀具极易损坏,因此应选择适当的刀具角度。邦普针对性地推出RM、RH、RS三种槽型,主切削刃上具备不同的负倒棱及刃带,可满足不同工况、切削参数及被加工材料。 (3)切削量的选择 重载切削属于粗加工,为提高切削效率,应适当增加背吃刀量。成都邦普根据不同被加工材料和工况,为RM、RH、RS三种槽型分别推荐相应的切削参数。 RM:Vc80-260m/min,Fn0.40-0.80mm/r,Ap8-15mm RH:Vc80-260m/min,Fn0.60-0.10mm/r,Ap10-18mm RS:Vc80-260m/min,Fn0.90-1.50mm/r,Ap15-22mm 4.应用实例 工件名称:风电轴承主轴 工件材料:42CrMo4 刀杆:PSBNR4040S25 刀片:SNMM250924-RS BP6325 冷却方式:干切 应用:对锻造轴承外圆、端面进行车削(工件极度不规则,表面带有氧化皮) 切削参数:Vc=100m/min Fn=1.20mm/rev Ap=22mm 切削效果:刀具寿命提高1.3倍,切屑控制理想。
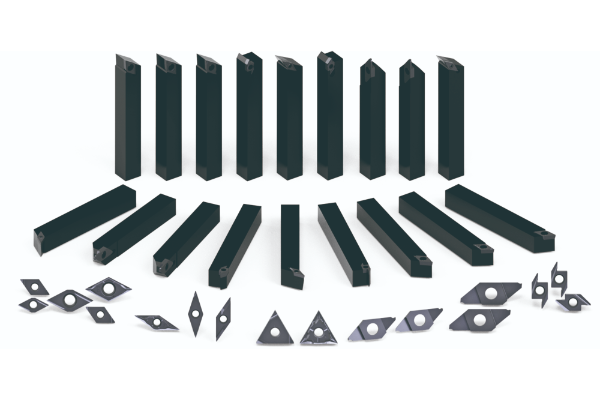
小零件产品加工系列
- 其他
展品主要参数: 采用亚细微晶粒硬质合金基体 全新纳米复合结构PVD涂层 刃口高精度特殊处理 实现小零件加工的高精度、高稳定性等要求 为生产企业提供高效率、自动化的稳定加工保障 展品特点: 切槽切断系列:锋利刃口设计、高精度研磨、实现高精度槽加工 精开槽系列:切削刃锋利、精磨开槽、排屑流畅 背车系列:后扫加工、平装结构、排屑流畅 三维断屑槽系列:锋利刃口设计、独特的断屑槽设计、适用于小切深断屑车削
深圳国际工业制造技术及设备展览会
2026年3月31日-4月3日 周二至周五 9:00-17:00
地址: 广东省深圳市宝安区福海街道展城路1号
资讯订阅
Powered By: 江南官方体育APP下载 ©all right reserved. 粤ICP备15003597号


